P-5C颗粒监测器
| 所属领域: | 环境监测 > 大气监测 [匹配需求] | |
| 行 业: | ||
| 地 区: | 美国 | |
| 成 熟 度: | 示范工程 | |
| 关 键 词: | 颗粒物,大气,监测 | |
| 合作方式: | ||
| 信息来源: | 美中清洁技术中心 | |
| 技术持有方: | SPTC USA CORP | |
| 点 击 数: | 1818 | |
 |
基本信息
| 技术概述 | P-5C颗粒检测执行连续,非提取质量浓度测量-简单和可靠-在广泛的运用中。 P-5C反射颗粒检测仪是一种创新的测量设备带LED灯180°反向散射技术,具有典型寿命超过10万小时。 |
| 技术优势 |
• 在现场测量,连续测量 |
| 适用范围 |
P-5C特别适用于EP效率控制(布袋除尘器,颗粒工艺控制过程)的测量。
•下面列出了一些应用和行业该仪器已成功应用的:
•监视输出排放
•检测不允许的物质
•在设计和故障排除中提供援助
•作为控制装置
对于同意判决书和法规遵从保证监控(CAM)应用的最佳解决方案
|
| 应用案例 |
案例名称:钱塘江河口12公里水源地河段示范工程 案例概述:本技术在钱塘江河口12公里水源地河段进行了示范,建立起“水库泄水抑咸示范区”和“蓄淡水库避咸调度控制示范工程”。在钱塘江河口乍浦、澉浦、盐官、仓前、七堡、闸口、南星水厂和之江等8站进行全天候同步实时氯化物自动观测和数据传输;以大刀沙泵站为枢纽的强潮河流蓄淡避咸调度控制示范工程,取水规模达到26m³/s。经过1年多氯化物实时监测和2次泄水试验监测结果分析表明,钱塘江示范区河段原水氯化物达标率达到96.5%,实现了水源地咸水入侵时段含盐量削减30%以上,同时通过“大潮多放,小潮少放”的非均匀泄水抑咸,可节约水资源量20%以上。 案例名称:高浓度氨氮废水高效吹脱与氨资源化技术 案例概述:实际应用案例介绍:在常熟华益化工有限公司高氨氮废水预处理工程中得到应用,效果 显著。在水进水氨氮浓度约4000mg/L的条件下,吹脱后出水氨氮浓度小于200mg/L以下,氨 ‐ 29 ‐ 氮吹脱率达95%以上,满足了后续废水处理要求;废水中氨的总回收率可达94%,回收的氨 水回用于生产,很好地解决了氨的二次污染问题。 案例名称:辽河流域太子河示范区 案例概述:基于主动性指标选择和参照条件指定的河流健康综合评价法,选择我国辽河流域太子河作为主要示范区,先后开展2次示范研究,形成的河流健康报告卡向地方政府和公众展示了太子河流域水生态系统现状和保护策略。 案例名称:重庆市涪陵污水处理厂 案例概述:三峡库区中小城市的污水处理厂多采用截流式合流制排水系统,雨季时水质的变化受到 当地气候、空气状况、服务区面积、地表特性等复杂因素影响,导致雨污混流污水变化大、 水质复杂,旱季和雨季的原水水质水量的剧烈变化给污水厂的设计和运行带来一系列困难。 重庆市涪陵污水处理厂应用本课题所研发的技术之后,尽管进水有较大的波动,但出水相对 比较稳定,COD、SS、氨氮、TN及TP出水浓度分别稳定在10-52 mg/L、8-17 mg/L、0.71-7.48 mg/L、8.0-19.3 mg/L与0.2-1.25 mg/L,出水达到《城镇污水处理厂污染物排放标准》(GB18918 -2002)一级B排放标准。 案例名称:张贵庄再生水厂项目 案例概述:张贵庄再生水厂项目,是天津市中心城区六大排水工程之一,并获得2013年度鲁班奖,是值得推广应用的示范工程。该工程投运至今,各项技术指标优良,出水水质稳定达到设计要求,对于解决天津市东丽区经济发展用水紧张局面和提高环保水平具有重要意义。该技术纯水通量大于1000L/(㎡•h•0.1MPa•25℃),膜丝抗拉伸强度大于8N,平均孔径在0.01-0.05μm之间,断裂伸长率大于100%;膜组件单位处理水量投资成本比目前国外同类产品低20%以上,运行能耗比现状低20%以上,膜寿命不少于5年。2013年该技术收入将达到15000万元,近三年累计收入为32850万元,预计未来三年技术收入增长率将达到30%。该技术目前已经应用在天津北塘再生水处理工程、天津张贵庄污水处理及再生利用工程、天津纪庄子再生水厂改造工程以及山东东营水厂等多家水厂,在全国范围得到了广泛的应用。工艺后接RO的产水,可用于热电厂循环冷却用水、城市杂用,包括城市绿化、冲厕、道路清喷洒和景观环境等多个应用领域,对缓解区域水资源紧张具有重要意义。 案例名称:天津普辰大厦中水回用工程 案例概述:天津普辰大厦中水回用工程,设计规模25m3/d,采用MBR膜生物反应器水处理技术,出水水质达到回用水标准,该工程自2000年投入运行,运行情况良好,系统稳定,满足生活杂用水水质要求,节约水资源。MBR膜生物反应器,是一种将膜分离技术与生物技术有机结合的新型水处理技术,它利用膜分离设备将生化反应池中的活性污泥和大分子有机物截留住,省掉二沉池。通过膜分离技术大大强化了生物反应器的功能,使活性污泥浓度大大提高,水力停留时间和污泥停留时间可以分别控制,难降解的物质在反应器中不断反应、降解。 案例名称:高级催化氧化水处理技术示范 案例概述:典型的应用案例: 一、在甘肃省危险废物处置中心清洗车间建立了清洗废水的高级催化氧化水处理技术示范,清洗废水经过处理后,达到中水回用要求,反复使用,现已稳定运行3年。 二、在甘肃省危险废物处置中心污水车间建立了高级催化氧化技术示范,生活污水经过处理后达到中水回用要求,出水用于厂区绿化,现已稳定运行3年。 2014年9月,上述二项出水请兰州市环境监测站监测完全达到《城市杂用水水质标准》GB/T18920-2002中水回用标准。 三、2014年在甘肃电投三甲水电站建立了高级催化氧化技术示范,生活污水经过处理后达到中水回用要求,出水用于厂区绿化,现已稳定运行至今。 2015年5月,出水请定西市环境监测站测定完全达到《城市杂用水水质标准》GB/T18920-2002中水回用标准。 案例名称:汉海侧面内嵌式船载溢油回收系统 案例概述:天津汉海环保设备研发生产的侧面内嵌式船载溢油回收系统通过了船级社的检测、认证。汉海侧面内嵌式船载溢油回收系统在大连和蓬莱的两次重大事故中都参与了应急任务,在实践中充分体现了内嵌式环保船的优势,它不仅可以在远水域作业,在近水域和码头仍能充分发挥作用。设备在关键部分采用了独一无二的电子技术。电子传感器监测油膜厚度及油水分界面,并自动控制输油泵输送油到储油舱。防止由于操作人员疲劳导致的误操作。操纵简单,完全自动化,不需人员手工操纵,只需2人便可作业,船员经过简单培训便可安全操作。汉海侧面内嵌式船载溢油回收系统具有“海上收割机”之称,它是目前市场上规模最大、收油效率最高、自动化程度最高的溢油回收设备。有助于保护海洋环境,提升了海洋环境保护技术的整体水平。 案例概述:2015年10月,贺州市旺高工业区污水处理厂升级改造及扩建工程进水试运行,该工程主要收集园区工业废水和生活污水,采用纳米平板陶瓷膜污水处理工艺,处理后的净化水可达到国家《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A标准。项目于2015年12月10日进行环保验收正式运营。 处理规模:20000 m3/d ;进水水质:COD<250mg/L,NH3-N<25mg/L;出水水质:COD<50mg/L,NH3-N<5mg/L,各指标符合《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A标准。 占地面积:项目实际占地24000m2。 运行费用:污水处理单位总成本1.505元/吨,单位经营成本0.862元/吨。 案例名称:宜州市金宜丝绸有限公司缫丝水回用项目 案例概述: 2016年1月,宜州市金宜丝绸有限公司缫丝水回用项目建成运行。回用水制取规模为1600m3/d,全年处理能力48万m3。废水处理流程为:缫丝废水首先经过格栅井,然后进入厌氧池,厌氧池中投入木糠炭;厌氧池出水进入好氧接触氧化池,好氧池中投入有木糠炭;好氧池出水进入沉淀池;自然沉淀的含木糠炭的活性污泥直接排出或回流至前面的厌氧池和好氧接触氧化池,沉淀池的上清液提升至厌氧过滤器处理;厌氧过滤器出水进入多功能生物活性炭塔;多功能生物活性炭塔出水进入清水池供缫丝车间循环使 用。 项目总投资368.09万元,废水回用成本0.9115元/吨水,回用水达到《浙Q/FJ11-75 浙江省制丝用水水质试行标准》,回用率90%以上。 案例概述: 2014年11月,河池五吉矿业有限公司采选冶炼综合废水治理工程开始运行。采用多能超磁一体化污水处理技术,该废水主要由锑矿矿井水、选矿废水、冶炼废水组成,酸度大,重金属离子种类复杂,进行多次连续试验,日处理废水量为500 m3/d。通过本技术的处理,该矿控制的锑、铅、铜、铬、砷、镉和锌等七个指标,已经达到了有色冶金企业水污染物排放浓度限值——先进控制技术限值。其中,铜、铬、砷和锌四个重金属指标,更是达到了《地表水环境质量标准》(GB3838—2002)的Ⅲ类水标准。且相对于五吉矿区原有废水处理技术,本工艺流程的生产过程中,可以实现连续操作,污泥排放约为原来的1/2-1/4,减轻人员和劳动程度,节约投资、用地和降低成本约50~67 %。 案例名称:马山县生活垃圾填埋场”和“上林县生活垃圾填埋场垃圾渗滤液处理 案例概述: 2015 年9 月和11月,本技术分别应用于“马山县生活垃圾填埋场”和“上林县生活垃圾填埋场”的垃圾渗滤液处理中,每天处理100 立方米垃圾渗滤液,处理后水质可达到《生活垃圾填埋场污染控制标准》(GB16889-2008)。 一体化装备的占地面积仅为10m2,约为传统絮凝池的1/10~1/5,从而减少工程投资。 案例名称:钦州市钦北区小董镇污水处理厂 案例概述: 钦州市钦北区小董镇污水处理厂位于小董镇西南侧吉水村,小董江南侧,设计处理总规模为9000m3/d,近期3000m3/d,中期3000m3/d,远期3000m3/d,厂区总占地面积7117m2,约合10.7亩(含远期扩建用地)。主要处理镇区生活污水,服务人口约12万人。项目总投资为17775.6146万元,单位废水运行电费0.2元/吨水左右。项目出水水质达到国家《城镇污水处理厂污染物排放标准》(GB18918-2002)一级B标准 案例名称:钦州市钦北区大寺镇污水处理厂 案例概述: 钦州市钦北区大寺镇污水处理厂位于大寺镇龙狗岭西南侧,大寺江北侧,设计处理总规模为6000 m3/d,近期2000m3/d,中期2000m3/d,远期2000m3/d,厂区总占地面积7475m2,约合11.2亩(含远期扩建用地),设计服务范围为大寺镇镇区, 设计服务人口4.91万人。项目总投资为1183.7431万元,单位废水运行电费0.2元/吨水左右。项目出水水质达到国家《城镇污水处理厂污染物排放标准》(GB18918-2002)一级B标准。 案例名称:农田排水等低污染水的原位净化及高效生态拦截沟渠技术 案例概述:1、水污染防治效果 对污水中的氮磷去除率可达40%以上,有效减少对河道等水体的污染。 2、技术示范情况 该技术已在周铁镇棠下村、镇江新区等地进行了示范,覆盖农田300余亩,建设生态沟渠800米,2015年开始运行。对农田排水中的氮磷去除率在40%以上。 3、成果转化推广前景 该技术既适用于农田排水中氮磷的高效生态拦截,还可用于生活污水/尾水及养殖废水等的拦截净化,而且占地面积相对较小,成本低,效果比较稳定,还能兼顾景观生态效果。 案例名称:北京市二道河水质净化工程 案例概述:北京市二道河属于附近生活小区以及上游小型汽修厂的排污河,水质比普通生活污水更加恶劣。采用G-BAF工艺对原有河道进行改造,在保留原河道泄洪功能的同时对河道污水进行处理,日处理水量1.7万吨。该工程仅需37千瓦风机进行曝气,无其他动力设备。处理后的水质达到《城镇污水处理厂污染物排放标准》(GB 18918-2002)的一级A标准要求(CODCr 50 mg/L,BOD5 10 mg/L,TN 15 mg/L,NH3-N 5.0 mg/L),处理出水通过河道再流入温榆河。 案例名称:北京市昌平区温榆河排污干渠治理工程 案例概述:排干渠的污水主要来源为小区生活污水以及地表雨水,水量水质随着季节性变化且幅度较大,冬春季污染物浓度较高,水量较小;夏秋季污染物浓度较低,水量较大。COD浓度变化范围为107~641 mg/L,氨氮浓度为19.6~51.6 mg/L,日处理量20506 m3。治理后的出水达到《城镇污水处理厂污染物排放标准》(GB 18918-2002 )一级B标准。实际运行中,处理效果最好可达《地面水环境质量标准》(GB 3838-2002)地表Ⅲ标准。 案例名称:水面痕量浮油高效回收分离技术应用 案例概述:2012年5月,水面痕量浮油高效回收分离技术项目开始实施,至今公司共投资经费700万元,截止2015年底项目基本完成并选择了部分地方开展了示范应用。2015年5月至6月,在苏州十全河道对基于海绵状树脂吸附材料的围栏进行了示范应用,材料吸附水面油膜效果显著,得到了苏州市河道管理处的认可。2015年5月-11月,在天津汉海环保设备有限公司对电磁流体和自吸式回收分离装置进行了示范应用,装置整体运行平稳,处理量达45方/小时,处理后外排水含油量低于15ppm,对水面薄油层具有良好的处理效果。 案例名称:城市污水达IV类水质深度处理集成技术 案例概述:实际应用案例 应用单位:郑州市五龙口污水处理厂 实际应用案例介绍:郑州五龙口污水厂1000t/d城市污水达IV类水质深度处理集成技术示范工程运行实践表明,净化出水COD、NH3-N、TP等关键指标均优于《地表水环境质量标准》(GB3838-2002)Ⅳ类水质,同时色度与浊度等水质指标也优于《城市污水再生利用景观环境用水水质》(GB/T 18921-2002)要求,而且急慢性毒性指标可达到美国EPA要求,表明该技术成果达到了国际先进水平。 案例概述:介绍:郑州五龙口污水厂1000t/d城市污水达IV类水质深度处理集成技术示范工程运行实践表明,净化出水COD、NH3-N、TP等关键指标均优于《地表水环境质量标准》(GB3838-2002)Ⅳ类水质,同时色度与浊度等水质指标也优于《城市污水再生利用景观环境用水水质》(GB/T 18921-2002)要求,而且急慢性毒性指标可达到美国EPA要求,表明该技术成果达到了国际先进水平。 案例名称:河北省保定市鲁岗污水处理厂 案例概述:介绍:工程采用曝气生物滤池等技术开展二级出水深度除磷脱氮技术,采用的示范工艺、技术主要有高效生物载体流化填料提高曝气池的污泥浓度、曝气生物滤池和化学除磷,结合污水处理厂的升级改造,在实现出水达标的过程中起到重要作用。 设计保持现有好氧池容积不变,在其中投加高效生物载体流化填料,以提高曝气池的污泥浓度,增加曝气池的生物量和污泥龄,降低污泥负荷,以强化对COD和氨氮的去除能力,确保完成彻底的硝化作用,保证后续DN生物滤池对总氮的去除效果;在深度处理方案中重点考虑NH4+-N的去除工艺,结合升级改造采用曝气生物滤池工艺;设置厌氧段强化生物除磷,化学除磷药剂投加点设置在生化池出水位置,形成的沉淀物在二沉池排除。 通过以上技术的应用,出水水质达到《城镇污水处理厂污染物排放标准》(GB18918-2002)中的一级A标准。 案例名称:污泥热解大型共性技术装备案例 案例概述: 案例名称:长沙市污水厂污泥集中处置项目 案例概述: 案例名称:郑州市五龙口污水处理厂 案例概述: 案例名称:东城牛山垃圾填埋场渗滤液处理中试试验 案例概述:介绍:通过本中试试验,建成1.2t垃圾渗滤液处置中试试验基地,获得了垃圾渗滤液高效处理工艺技术---GBA技术。垃圾渗滤液原水取自东莞牛山垃圾填埋场,该填埋场该填埋龄在10年以上,目前已经封场,垃圾渗滤液属于典型老龄垃圾渗滤液,氨氮浓度最高可达3000多mg/L,COD浓度最高可达6000 mg/L。处理后水质达到或优于垃圾渗滤液进入城市污水管网的水质标准,已形成工程设计与运行管理指南。其中,GBA技术主要包括:气膜吸收技术、多级生化处理技术及MC深度吸附技术。气膜吸收技术可有效去除垃圾渗滤液中的氨氮和部分COD、总磷等污染物,氨氮的去除率达到97%以上,COD的去除率达到40%,磷的去除率为95%以上;多级生化处理技术可有效去除垃圾渗滤液中COD、TN及其他污染物,其中COD的去除率为80%以上,TN去除率为70%,COD最终出水保持在600mg/L~800 mg/L;MC深度处理技术:可进一步去除垃圾渗滤液中剩余难降解有机污染物,从而保证垃圾渗滤液达标排放;电催化氧化处理垃圾渗滤液,可有效去除垃圾渗滤液中氨氮、COD,提高垃圾渗滤液的可生化性,从而保证后续生化处理的稳定运行。 2011年3月~2011年5月,实验装置安装阶段;2011年6月~2011年8月,装置启动调试运行阶段;2011年8月~2012年8月,实验运行研究阶段;实验过程中委托东莞市环境保护监测站进行了第三方检测,监测主要指标包括COD、氨氮、总氮、BOD、总磷,监测时间从2011年11月-2012年6月,时间跨度为7个月,共监测12次,监测结果表明,本技术处理垃圾渗滤出水水质指标完全达到国家垃圾渗滤液排放标准。 案例名称:无锡市胡埭镇龙延村村委 案例概述: 案例名称:《满足国IV/V标准柴油机SCR系统开发与产业化》示范工程 案例概述:所在地:四川省 四川某公司运用本项目SCR催化剂配方及产业化工艺成果,建立年产600万升催化剂生产线。项目成果的应用为该公司创造了显著的经济效益,累计销量249万余升,创造经济效益2亿元。 案例名称:《满足国IV排放SCR催化剂技术》产业化应用示范工程 案例概述:所在地:山西省 本技术成果在山西省某公司进行成果转化。该公司投资2亿元,建设产能30万套生产线。拟配套山西大运重型卡车,年产量10万套,创造经济效益3.5-4亿元。 |
技术详情
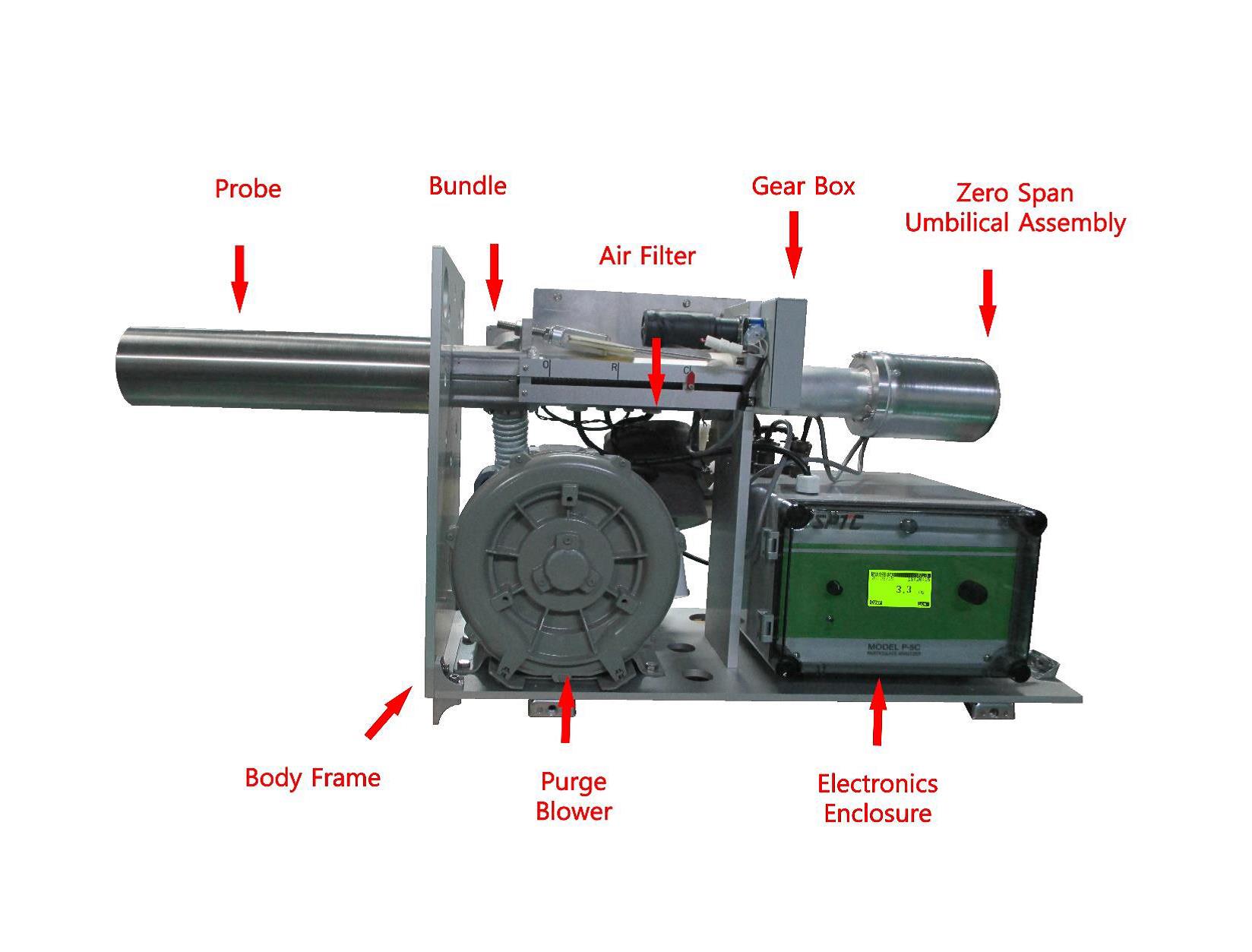
P-5C颗粒检测执行连续,非提取质量浓度测量-简单和可靠-在广泛的运用中。
P-5C反射颗粒检测仪是一种创新的测量设备带LED灯180°反向散射技术,具有典型寿命超过10万小时。
P-5C特别适用于EP效率控制(布袋除尘器,颗粒工艺控制过程)的测量。
•下面列出了一些应用和行业该仪器已成功应用的:
•监视输出排放
•检测不允许的物质
•在设计和故障排除中提供援助
•作为控制装置
对于同意判决书和法规遵从保证监控(CAM)应用的最佳解决方案
技术二维码
地址:中国北京西城区后英房胡同5号 100035 copyright©2020 生态环境部对外合作与交流中心 All Right Reserved
 京公网安备 11010202009541号
京公网安备 11010202009541号