
Tank大型沼气工程成套设备研发与应用技术

| 所属领域: | 水污染防治 > 畜禽养殖 [匹配需求] | |
| 行 业: | 其他 | |
| 地 区: | 辽宁 | |
| 成 熟 度: | 推广阶段 | |
| 关 键 词: | 大型,沼气工程,厌氧发酵,成套设备,畜禽养殖污染 | |
| 合作方式: | 直接购买 合作开发 资金入股 其他合作方式 ,直接购买,合作开发 ,资金入股,其他合作方式 | |
| 信息来源: | ||
| 技术持有方: | 辽宁北方环境保护有限公司 | |
| 点 击 数: | 3007 | |
 |
基本信息
| 技术概述 | 本成套设备根据沼气工程技术特点将沼气工程设备分成吸纳单元、消化单元、转化单元和辅助单元四部分,对各单元设备的关键技术、专有设备进行专题研究,而后运用标准化的原理和系统集成方法将各单元设备进行系列化分类和标准化匹配,研制出高效的系列化厌氧发酵成套设备,并进行工程应用。在原料利用种类、厌氧反应器结构、能量供给及设备标准化、系列化等方面进行了改进,改善了传质效果、提高了容积负荷及产气率,减少了建设投资。 主要技术经济指标:(1)容积产气率可达1.5 m3/m3*d;(2)有机物降解率超过70%;(3)厌氧反应器反应温度全年保持在中温(35℃左右);(4)COD容积负荷最高可达4.9kgCOD/d*m3;(5)进料浓度高达12%;(6)全年系统能量消耗/全年系统能量输出<40%;(7)冬季产气率不低于全年平均的70%。 |
| 技术优势 | 本成套设备具有操作简单,操作弹性大,温度控制灵活,运行稳定可靠,维修方便,投资和运行费用低,处理负荷高、TS浓度大等优点,处理物料的固形物含量可达8-15%,提高厌氧反应器容积产气率10-15%,有效解决了农村及城市生产生活中有机垃圾的处理处置难题,对解决面源污染及能源问题具有重要意义,研究通过设备型号、技术条件、接口和零部件等的标准化定制,核心部件模块化专业制造,形成里系列化产品,推进了沼气工程的规模化及相关装备产业化发展,为沼气工程提供了技术装备支撑。 |
| 适用范围 |
本成套设备主要用于农业废弃物资源化利用,可将畜禽粪便、秸秆、生活有机废物、污泥、杂草等可发酵无转化成沼气清洁能源和有机肥料。
|
| 鉴定评估 |
该技术被《环保技术国际智汇平台百强技术竞赛入选技术名录》收录。
|
| 应用案例 |
案例名称:中盐株洲化工集团有限公司 案例概述: 案例名称:衡阳水口山有色金属集团有限公司 案例概述:介绍:此技术已应用于24 m3/d的含铍废水中试工程中,在水口山有色金属有限责任公司第六冶炼厂开展了为期五个月(2010年9~2011年1月)的中试试验。曝气生物滤池为五级串联,每级有效体积5 m3,内部填料为大孔网状聚氨酯基载体,其上接种和驯化活性污泥。具体处理流程为:①将高氨氮含铍废水经吹脱塔吹脱,去除75~80%的氨氮;②之后将废水注入沉淀池,通过投加硫化钠,对废水中的铍离子进行沉淀;③之后将上清液注入曝气生物滤池,对废水中的氨氮和铍离子进行深度处理。 该工艺对铍的处理效率高,能将废水中的铍离子从0.5~11.2 mg/L降至5 μg/L以下;选用了固体化微生物曝气生物滤池技术,其上接种微生物和驯化活性污泥,配合吹脱预处理,能将废水中的氨氮浓度从890~1350mg/L降至15 mg/L以下,去除率达到98~99%;该工艺对温度的适应性强,低温下仍能使氨氮达标排放;该技术清洁、操作简便、运行稳定。 案例名称:沉铁渣的资源化利用关键技术案例 案例概述: 案例名称:衡阳水口山有色金属集团有限公司 案例概述: 案例名称:小海河生态重建示范工程 案例概述:介绍:该示范工程地点已由小海河变更至东莞市东城区牛山溪沟 工程概况:牛山溪沟是东城牛山地区的主要入库排水沟,集雨面积约为10km2。牛山溪沟为牛山村的唯一排洪、纳污沟,晴天时主要排除地表渗滤水,流量比较小,雨天主要排除雨水及上游合流制排水管网中的溢流污水,流量比较大。雨季溢流雨污水是主要污染源,也是治理重点。 牛山溪沟沿途有大量池塘,本工程在牛山溪沟修建导流溢洪渠,拦截、分流初期溢流雨污水。利用牛山溪沟沿途的大量池塘,修建初期溢流雨污水的调蓄、净化系统,包括以格栅、沉淀塘、调蓄塘、渗滤坝为主的预处理系统,多级植物塘、潜流人工湿地组合处理系统,以及复合生态浮岛强化处理系统。主要工程包括:导流溢洪渠,长度为200m;格栅12块;调蓄沉淀塘,面积3.2万m2;两座碎石坝;三级植物塘,面积6.6万m2;人工潜流湿地:2.3万m2,生态浮岛1.7万m2。该水质净化系统处理规模为6000m3/d,可全年运行,整个流程为重力自流,植物塘内设置多台造流曝气机进行充氧,供电系统采用风能发电系统,无需外接电源、不需使用药剂。设计出水为地表水环境质量标准(GB3838-2002)IV类水标准,部分达到地表水环境质量标准Ⅲ类标准。工程投资约为6700万。 目前,由于地方原因,示范工程进展缓慢,示范工程已完成工程招投标。 案例名称:株洲市马家河镇 案例概述: 案例概述: 案例名称:湘江等底泥重金属污染特征及评价技术案例 案例概述: 案例名称:衡阳水口山有色金属集团有限公司 案例概述:介绍:完成了水口山选矿废水24 m3/d的中试研究,工艺采用预处理+固定化微生物曝气生物滤池+大孔螯合树脂吸附的组合工艺进行铅锌选矿废水的中试实验,其中固定化微生物曝气生物滤池工艺的水力停留时间为18 h,接触时间为10 h, 大孔螯合树脂吸附工艺的接触时间为20 min,处理流量为24 m3/d。 中试实验的结果表明,原水中重金属污染物Pb、Zn的含量较高,经过预处理工艺降低水中重金属的含量,从而降低废水的生物毒性以利于后续生化处理。之后经过固定化微生物曝气生物滤池的生物处理,污水中的Pb、Zn的含量大幅降低,大部分情况下低于检出限而未检出,偶尔的残留再经过后续的大孔螯合树脂对重金属吸附富集进一步降低出水重金属的含量,确保出水达标排放。 |
技术详情
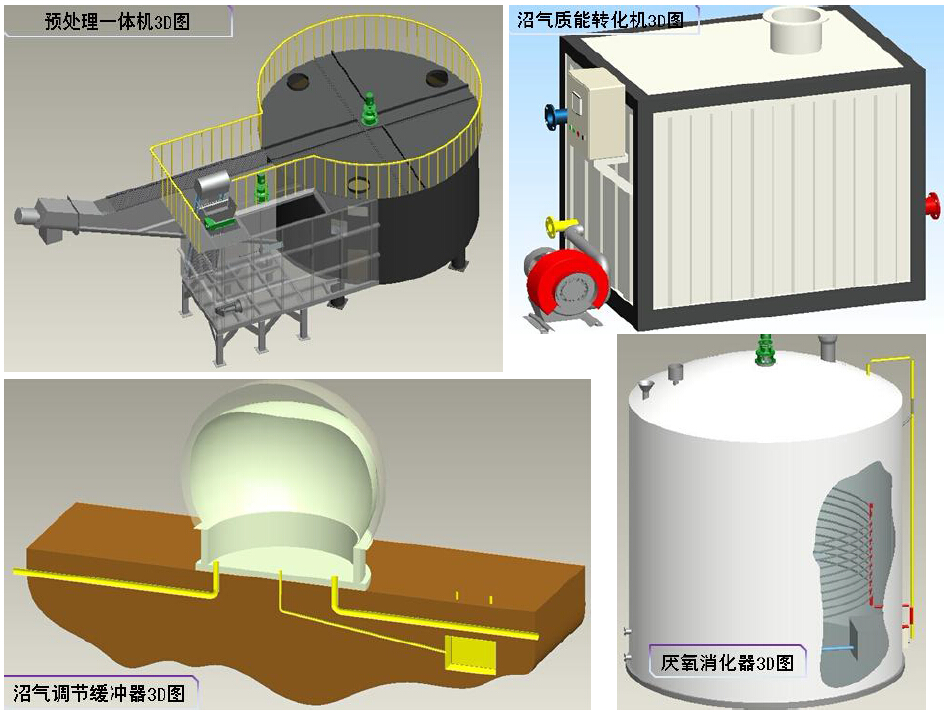
本成套设备根据沼气工程技术特点将沼气工程设备分成吸纳单元、消化单元、转化单元和辅助单元四部分,具体研发一体化预处理设备、高效厌氧反应器、沼气质能转化机、自控系统及太阳能增温系统等。
一体化预处理设备:畜禽粪便、农村生活垃圾、秸秆、杂草等有机废弃物以及污水厂污泥等可发酵原料通过投料口直接倒入收纳器内,在搅拌器与环流混合机的双重作用下,发酵原料与液体充分混合后通过出料口进入剥离混合器内,在搅拌器系统的作用下,混合料液中沙粒体表面粘着物被剥离开,并在旋流水力作用下完成密度差异分离,从而使料液呈轻质相、中质相、重质相的三相分层状态。轻质相中大粒径物料、秸秆等在环流水力作用下流入到浮渣分选机前,犁形耙齿栅将大粒径物料挡住并提出至出渣口,落入悬浮切割机的接料斗内,切割齿鼓将大粒径物料进行一次切割粉碎后通过出料斗落入收纳器内,在环流水力作用下与原料混合后进入剥离分离机的中质相层。重质相层物料主要为沉沙、金属、玻璃制品等不可发酵物,在重力和环流水力的双重作用下,积聚在剥离混合器的锥形料斗中,通过沉砂分离机的进料口由提砂螺旋器将锥形料斗中的沉砂等从剥离混合器中分离去除。中质相料液调配至适宜的物料浓度后进入混料粉碎机,物料中的中短纤维类物料被二次完全粉碎后由单元出料机泵入厌氧反应器。
高效厌氧反应器:以实现厌氧消化设备的标准化,提高装置紧凑度,保证消化器反应温度恒定及产气稳定性和产气率,解决消化器结壳、管路堵塞,避免高寒地区管路冻结等问题为基本原则,设计消化器的结构。厌氧消化器作为设备主体,内设破壳型节能搅拌机,实现物料的高效传质传热,并避免结壳问题;设有内置热能转换机,实现消化器内沼气的物质能到热能的转换,具有对器体的增温和热量供给功能;单元进料器具有自动排料功能,有效解决了各单元间连接的管线堵塞和冬季冻结问题;正负压保护器保证了消化器在正压或负压双重环境下安全运行。同时,工程实际应用表明厌氧消化器运行稳定高效,其主要技术经济指标:
(1)容积产气率可达1.5 m3/m3*d;
(2)有机物降解率超过70%;
(3)厌氧反应器反应温度全年保持在中温(35℃左右);
(4)COD容积负荷最高可达4.9kgCOD/d*m3;
(5)进料浓度高达12%;
(6)全年系统能量消耗/全年系统能量输出<40%;
(7)冬季产气率不低于全年平均的70%。
沼气质能转化机:沼气调节缓冲器作为沼气质能转化机前置的必备设备,具有沼气存储、平衡供给的作用,对沼气工程稳定运行非常重要。目前农村户用型沼气池多为水压式结构,通过沼气池内发酵液排出和返回实现用气的调节,不需要专门的储气设备。规模化沼气工程中常采用湿式浮罩贮气柜或钢制高压贮气罐贮气。水压式沼气池的简单储气方式造成沼气压力波动大、发酵池无效空间大、沼气大量溢散等问题(可占总产气量30%~40%)。钢制浮罩和钢丝网浮罩储气装置都存在制作工艺难、使用时间短、代价高等问题,且在冬季低温期使用受到限制。高压储气对于地面资源有限和沼气长期储存非常有利,但是对于一般农村沼气工程而言价格昂贵且制做工艺要求高,制约了其在农村的应用。本研究沼气调节缓冲器采用双膜式恒压柔性沼气贮气装置,其在户用型和规模化沼气工程中都适用,成本低,运输和安装方便,四季稳定运行,运行时不需要外部动力。当沼气由微电脑控制系统按程序控制进入燃烧器的燃烧头内,由一次风与可燃气体混合,点火燃烧,二次风助燃,实现充分燃烧。燃烧器的燃烧状况由火焰自动跟踪系统检测控制,当燃烧器出现故障(燃烧室缺氧、可燃烧气体断流、气量不足等),控制系统发出指令,供气系统的电磁阀迅速关闭,切断供气源或油路,燃烧器自动停机,指示故障。设备控制系统采用自动控制,可根据水或其它液体加热的要求在温控器上输入相应的控制温度的上下限,燃烧系统自动运行。
自控系统:在沼气生产过程自动化方面,以往人们通常采用的是电气控制,无论是在填料过程还是在物料循环操作都离不开人的手工操作,生产现场始终都要有操作人员,同时由于操作失误或是时间掌握不准等因素大大降低了产气率。沼气生产的工业化的优势在于对厌氧生物过程的自动调控,从而达到高产气率、高降解率、降低劳动强度和减少二次污染的目的。但目前国内沼气生产的工业化自动控制水平不高,特别是两相厌氧发酵涉及到相分离,其自动控制尤为重要。本设备根据实际生产沼气要求和两相厌氧发酵的特点,结合计算机软硬件技术、新仪器仪表等,采用基于PLC和组态软件的设计方案,对沼气生产控制系统进行设计,实现沼气生产的自动控制,从而提高沼气生产的工业化水平。
太阳能增温系统:对于不同类型沼气工程,其中最主要的部分均为厌氧反应装置,如HCPF的地下推流池、CSTR的厌氧反应罐等。有机原料在微生物菌群的作用下,会慢慢分解,最后产生清洁的可燃沼气,而此过程最重要的一个因素则为反应温度,尽管产甲烷菌群的最适温度在50~60℃;但是考虑的工程的经济性,目前多采用中温发酵,即为35℃左右,此时产甲烷菌群活性较强,同时由于对反应器温度的要求不是特别高,所以对保温材料,锅炉容量都可以得到较大的节约。本研究采用太阳能集热器与沼气供热回路相结合的方式设计太阳能增温系统,该系统辅助热源为沼气内置热能转化机产生的热水,主要用于厌氧系统的增温,热负荷消耗为吸纳单元及消化单元所用。
技术二维码
地址:中国北京西城区后英房胡同5号 100035 copyright©2020 生态环境部对外合作与交流中心 All Right Reserved
 京公网安备 11010202009541号
京公网安备 11010202009541号